Seria YN 100% Conexiune de cupru Rezistent la cutremur (Seismic) Gauge
Cat:Ecartamentul de presiune
◆ Model: YN40 YN50 YN60 YN75 YN100 YN150 ◆ Utilizare: Această serie de instrumente au o rezist...
Vezi detalii


Analiza cauzelor: împrejurimi, materiale, verificare/intervenție umană, regulă de verificare, instituție de testare terță parte , Utilizați mașina
Împrejurimi:
· Diferența de presiune dintre interiorul și exteriorul recipientului.
· Procesul de transport sau instalare a fost supus unor impacturi semnificative de forță externă.
· Blocarea orificiului amortizorului.
Materiale:
· Fisurarea componentelor elastice.
·Defecte ale aspectului componentelor elastice.
·Materiile prime componente elastice au performanțe inerente slabe.
Verificare / Intervenție umană:
·Poziții de sudare în timpul scurgerii procesului de producție.
·Șurubul mecanismului de sincronizare nu a fost strâns, iar indicatorul nu a fost apăsat ferm.
· Funcționare necorespunzătoare în timpul procesului de instalare la fața locului.
Regula de verificare:
·La etapa inițială de producție, sudarea a fost ținută sub presiune, dar nu a fost efectuat nici un tratament de îmbătrânire ulterior.
·La calibrarea manometrului, calibrarea necesară nu a fost efectuată.
Instituție de testare terță parte:
· Nu ați manipulat cu grijă atunci când ridicați sau puneți jos.
·Presiunea echipamentului de detectare depășește intervalul manometrului cu 15% până la 20%.
Mașină:
·Utilizarea echipamentului determină creșteri și scăderi instantanee semnificative ale presiunii.
·Presiunea echipamentului depășește intervalul manometrului.
| Nu . | Partea în care apar probleme | descriere fenomenologică | Note | ||||||
| 1 | Nu a fost efectuat niciun tratament de îmbătrânire după ce sudarea a fost menținută sub presiune | După ce componentele elastice sunt supuse proceselor de sudare și de reținere a presiunii, acestea trebuie să treacă printr-o perioadă de timp pentru îmbătrânire pentru a elimina stresul intern. Dacă nu se realizează îmbătrânirea, după ce reglarea este precisă, după ce a fost plasată pentru o perioadă de timp, stresul va fi eliminat și poziția indicatorului se va deplasa în jos. Ca urmare, indicarea intervalului va scădea, iar revenirea negativă la zero va apărea în contorul de tip cadran nelimitat. | Pe baza faptului că manifestările de stres ale cuiva se conformează acestui punct de vedere | ||||||
| 2 | Nu este calibrat așa cum este necesar | În timpul procesului de reglare, doar biela și piulița de reglare pot fi reglate. Dacă tubul arcului este mutat, acesta se va deforma. După deformare, va exista un efect de întârziere elastic. După ce a fost plasat pentru o perioadă de timp, poziția pointerului se va schimba și nu va mai reveni la zero | Furnizorii dumneavoastră au implementat măsuri stricte de control al calității în timpul procesului de producție? | ||||||
| 3 | Diferența de presiune dintre interiorul și exteriorul recipientului | Indicatorul manometrului indică o deplasare anormală, rezultând o indicație inexactă. Această problemă devine mai pronunțată pe măsură ce intervalul manometrului scade. Din cauza lipsei de înțelegere de către utilizatori, această problemă are o probabilitate mai mare de apariție. După ce manometrul este completat și dopul de ulei este instalat, în interiorul manometrului se formează un spațiu etanș. În acest moment, presiunea atmosferică din interiorul cavității este în concordanță cu presiunea atmosferică externă. Când presiunea atmosferică externă se modifică, se generează o diferență de presiune internă și presiune | În general, atunci când apare această problemă, indică faptul că deplasarea indicatorului de zero este relativ mică. | ||||||
| 4 | orificiul de amortizare este blocat | Când mediul măsurat conține impurități, acestea se vor acumula în poziția orificiului de amortizare. În cele din urmă, acesta se va înfunda, rezultând fenomene cum ar fi ca manometrul să nu funcționeze, să nu revină la zero și să se blocheze. | Poate fi inspectat pentru scurgeri de aer | ||||||
| 5 | Procesele de transport și instalare sunt supuse unor impacturi semnificative ale forțelor externe | Datorită impactului forței externe, mecanismul intern de transmisie va cauza deplasarea, ducând la eșecul revenirii la zero. | Acest fenomen apare atunci când manometrul este despachetat sau în timpul procesului de instalare și depanare. Nu revine la zero și nu va apărea în timpul etapei de utilizare. | ||||||
| 6 | Există o creștere și o scădere instantanee semnificative a presiunii la utilizarea echipamentului | Creșterea și scăderea semnificativă a presiunii instantanee va crește cantitatea cumulativă de deformare reziduală a componentelor elastice, va scurta durata de viață a componentelor elastice și va determina ca fenomenul diferit de zero să apară mai devreme; acest fenomen va duce la o creștere a diametrului exterior al tubului arc. | Inspectați piesele defecte pentru măsurători și verificați dacă dimensiunile pieselor neutilizate și desenele s-au modificat. Acesta poate fi determinat pe baza situației reale a propriilor produse. | ||||||
| 7 | Utilizarea manometrului echipamentului dincolo de domeniul său de măsurare | Dacă manometrul este conectat incorect, este selectat tipul greșit, sau presiunea echipamentului este instabilă, rezultând o presiune excesivă, va cauza deformarea permanentă a tubului cu arc, ducând la citirea diferită de zero, desprinderea dinților sectorului etc. În astfel de cazuri, grosimea tubului arc va crește din cauza presiunii excesive, fie ca dimensiune, fie ca diametru exterior. | Inspectați componenta defectă pentru măsurători, comparați-le cu cele ale pieselor neutilizate și dimensiunile conform desenelor și verificați dacă grosimea peretelui tubului arc a crescut semnificativ. Acesta poate fi determinat pe baza situației reale a propriilor produse. | ||||||
| 8 | Scurgeri în poziţia de sudare | Defecte precum sudarea incompletă, fisurile de sudură, incluziunile de sudură, subcotarea, fuziunea slabă și lipirea insuficientă pot duce la scurgeri în poziția de sudare. Acest lucru poate duce la indicarea inexactă a presiunii și la eșecul revenirii la zero. | Dezasamblați manometrul pentru a verifica eventualele puncte de scurgere. | ||||||
| 9 | Funcționare necorespunzătoare în timpul procesului de instalare | Când instalați și strângeți manometrul, utilizați o cheie pentru a roti poziția mânerului manometrului. Nu mișcați cu forță capul manometrului. Dacă capul indicatorului este înclinat, se va înclina și cadranul, rezultând fenomene precum blocarea indicatorului sau neîntoarcerea la zero. | Manometrul poate fi dezasamblat pentru inspecție pentru a verifica dacă aspectul este în stare bună. | ||||||
| 10 | Indicatorul nu este apăsat strâns | După finalizarea reglajului, dacă adezivul anaerob nu este aplicat în timpul instalării indicatorului sau dacă indicatorul nu este lovit ușor, în timpul utilizării, mai ales într-un mediu cu vibrații, indicatorul se poate desprinde, rezultând o indicație inexactă. Această problemă apare adesea în rândul noilor angajați care nu sunt familiarizați cu procedurile operaționale și probabilitatea de apariție a acesteia este în general scăzută. | Dezasamblați manometrul și verificați dacă indicatorul este bine instalat. | ||||||
| 11 | Șuruburile mișcării nu sunt strânse | Șuruburile nu au fost strânse corect. În timpul utilizării, în special în medii cu vibrații, șuruburile s-ar slăbi, determinând modificarea poziției inițiale a întregului mecanism de transmisie, rezultând citiri inexacte sau nerevenirea la zero. Această problemă apare adesea în rândul noilor angajați care nu sunt familiarizați cu procedurile de operare și au o rată de apariție relativ scăzută. | Dezasamblați manometrul și verificați pentru a vedea dacă șuruburile mișcării sunt bine instalate. | ||||||
| 12 | Fisurarea componentelor elastice | În timpul funcționării manometrului, tubul cu arc al manometrului s-a crăpat, determinând deformarea tubului cu arc. Ca urmare, manometrul a prezentat fenomene precum indicatorul care nu se întoarce la zero și nu funcționează corect. | Dezasamblați manometrul și verificați pentru a vedea dacă există crăpături în componentele neelastice. | ||||||
| 13 | Defecte ale aspectului componentelor elastice | În timpul procesului de fabricație și transport al componentelor elastice, pe suprafețele acestora apar zgârieturi externe semnificative, care creează puncte de concentrare a tensiunilor. De-a lungul timpului, aceste puncte duc la fisuri si eventuale fisuri ale componentelor. | Dezasamblați și verificați manometrul. Verificați dacă aspectul este în stare bună, căutați eventuale zgârieturi sau lovituri și verificați dacă există crăpături în componentele elastice. | ||||||
| 14 | Performanța componentei elastice este slabă. | Componentele elastice în sine posedă caracteristici precum efecte secundare elastice, întârziere elastică și deformare reziduală cumulativă. Aceste caracteristici sunt determinate de materialul și procesul de tratament termic al tubului cu arc. Pe măsură ce timpul de utilizare crește, elasticitatea scade treptat, rezultând erori de indicare, revenire diferită de zero la zero etc. Acest lucru este determinat de caracteristicile inerente ale componentelor elastice și este inevitabil. Timpul de apariție a acestui motiv depinde de calitatea materialului. Acest fenomen va face ca diametrul exterior al tubului arc să crească treptat. | Verificați măsurarea piesei defecte și comparați-o cu dimensiunile piesei neutilizate și cu desenele pentru a vedea dacă există o creștere. Depinde de propria situație reală. | ||||||
În ceea ce privește dacă există modificări în datele de măsurare reale ale diametrului exterior și grosimii peretelui tubului cu arc, după cum urmează:
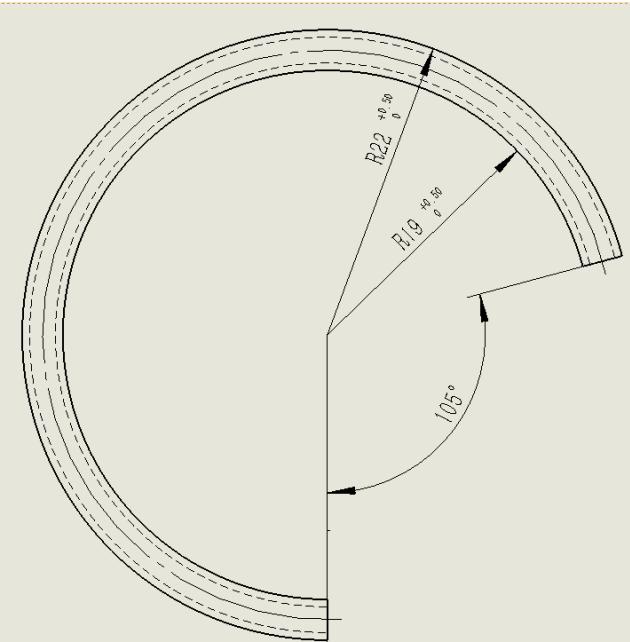
Luați ca exemplu tubul bourdon de tip Y60
Diametrul exterior al tubului arc trebuie să fie de 44 mm (0, 1) (așa cum se arată în imaginea 1)
Dimensiunea măsurată a produsului neutilizat este de 44,12 mm (așa cum se arată în Figura 2),

Să luăm exemplul manometrului model Y60, unde indicatorul nu reușește să revină la zero. Înțelegeți acum din cauza apariției suprapresiunii și a presiunii instabile în timpul utilizării?
Măsurile corective și preventive oferite de compania noastră sunt următoarele:
Corecție:
Returnați componentele sudate casate ale produselor, înlocuiți componentele sudate, reinstalați-le și calibrați-le și trimiteți-le furnizorului pentru înlocuire.
Acțiuni corective:
1. Compania noastră va inspecta materialele primite pentru performanța materialului și va crește intensitatea testării pentru a asigura stabilitatea performanței materialului primit și pentru a reduce rata defectelor;
2. Menține o comunicare bună și strânsă eficientă cu persoanele responsabile ale unităților cooperante. Furnizorul și clientul ar trebui să verifice împreună pentru factori diferiti de zero și să lucreze împreună pentru a consolida controlul pentru a reduce apariția defectelor.
 Gauge")
◆ Model: YN40 YN50 YN60 YN75 YN100 YN150 ◆ Utilizare: Această serie de instrumente au o rezist...
Vezi detalii
◆ Model: YQ40 YQ50 YQ60 YQ75 YQ100 YQ150 ◆ Utilizare: Această serie de calibre sunt toate fabr...
Vezi detalii
◆ Model: YD40 YD50 YD60 YD75 YD100 YD150 ◆ Corpul principal al instrumentului e...
Vezi detalii
◆ Model: Yky60 ◆ Aplicație: Această serie de instrumente este special concepută...
Vezi detalii
◆ MoD.el: YTX100B YTX150B ◆ Utilizări: Această serie de instrumente este utiliz...
Vezi detalii Gauge de presiune")
◆ Model: YSX 100 ◆ Introducere: Ecartamentul de presiune d...
Vezi detalii
1. Prezentare generală Acest transmițător de presiune are sensibilitate ridicată, precizie rid...
Vezi detalii
◆ Model: YSZC-8 ◆ Aplicație: Acest instrument este potrivit pentru ...
Vezi detalii
◆ Model: WSS-3 WSS-4 WSS-5 ◆ Aplicație: Termometrul bimetal are caracterist...
Vezi detalii
Sistemul DCS este proiectat cu o arhitectură deschisă, permițând o integrare perfectă și flexibil...
Vezi detalii


